

Tabla definitiva de tiempos y temperaturas para sublimar tazas, remeras y gorras
Accede a la tabla definitiva con los parámetros exactos de tiempo, temperatura y presión para sublimar diversos materiales y lograr estampados perfectos y duraderos. para solucionarlo y salvar tu vela hoy mismo.
SUBLIMACIÓN Y DTF
Daniela Ríos
6/25/20269 min read

1. Los 3 pilares del proceso de sublimación exitoso
Antes de consultar cualquier tabla de parámetros, es obligatorio entender cómo interactúan las fuerzas físicas dentro de tu prensa térmica. Cada máquina posee componentes de resistencia y termostatos con márgenes de error que debés aprender a compensar de forma empírica.
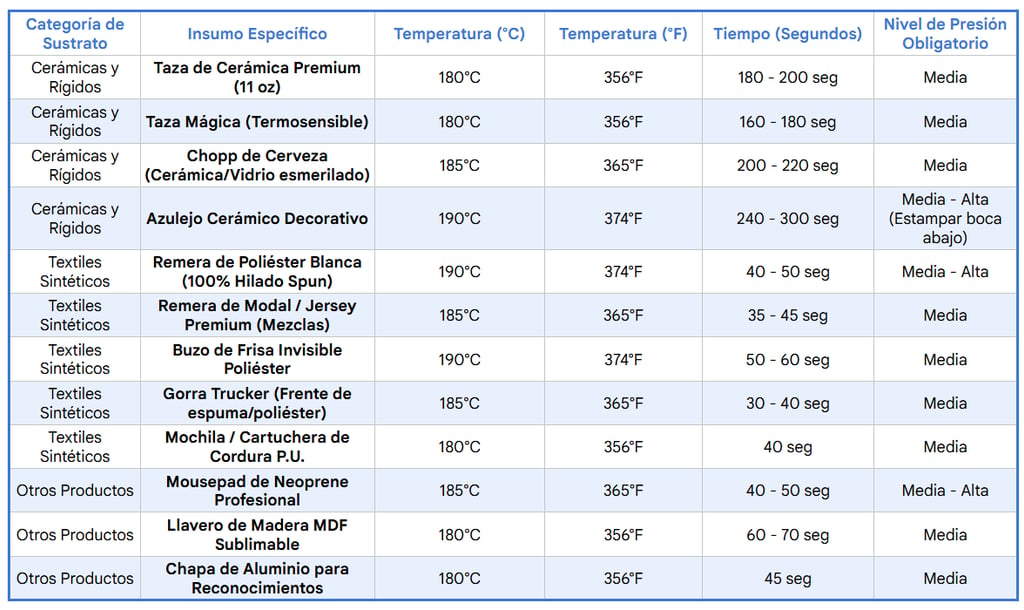
2. Tabla maestra de parámetros de sublimación
Esta matriz resume las calibraciones optimizadas para sustratos estándar de alta calidad, utilizando tintas de alta densidad y papeles de transferencia de secado rápido:
En el universo del merchandising, los regalos personalizados y el emprendimiento textil, la sublimación destaca como una de las técnicas más rentables, accesibles y con mayor durabilidad del mercado. Sin embargo, detrás de un producto terminado que luce colores vibrantes, negros profundos y definiciones nítidas, existe un delicado balance de ingeniería química y termodinámica.
A diferencia de otras técnicas de impresión de superficie como la serigrafía o el transfer termotransferible, la sublimación no deposita una capa de pintura sobre el objeto. Es un proceso físico-químico mediante el cual las tintas especiales (compuestas por colorantes dispersos hidrófobos) pasan directamente de un estado sólido a un estado gaseoso bajo la acción del calor y la presión, sin transitar por el estado líquido. En ese preciso instante, los poros de los polímeros sintéticos (como el poliéster o el barniz acrílico que recubre las tazas) se expanden, permitiendo que el gas de la tinta penetre y se encadene molecularmente con el sustrato. Al enfriarse, los poros se cierran mecánicamente, atrapando el color de forma permanente e indestructible al tacto o al lavado.
Para lograr este milagro químico de manera repetible en un taller comercial, el operario debe dominar con absoluta precisión tres variables críticas: Temperatura, Tiempo y Presión. Si una de estas tres variables falla, el producto final sufrirá defectos insalvables como imágenes fantasmas, colores apagados o sustratos destruidos por el calor. A continuación, te presentamos el manual definitivo y la matriz de calibración analítica desarrollados por el equipo técnico de Nuvia Media Academy.
B. Tiempo: La ventana de transferencia
La temperatura es la encargada de cumplir dos misiones simultáneas: despertar el gas de la tinta de sublimación y abrir las fibras del poliéster. La gran mayoría de las tintas del mercado internacional se activan de forma óptima en un rango que va desde los 180°C hasta los 200°C (356°F a 392°F).
Subcalibración (Poca temperatura): Si la prensa no alcanza la temperatura umbral, el colorante no llegará a su fase gaseosa completa. El resultado serán imágenes pálidas, donde los negros lucirán como grises lavados y los rojos parecerán rosados.
Sobrecalibración (Exceso de temperatura): Si la temperatura supera el límite de resistencia del material, la tinta se "quemará", alterando su composición química (los negros se virarán hacia tonos marrones oscuros u oxidados) y los textiles sintéticos comenzarán a derretirse, compactarse o tornarse amarillentos.
⚠️ Nota de conversión de unidades: Muchas estampadoras importadas configuran sus tableros digitales exclusivamente en grados Fahrenheit (°F). Para realizar la conversión manual si tu tabla está en grados Celsius (°C), aplicá la fórmula matemática:
°F = °C * 1.8 + 32
Ejemplo claro: 180°C * 1.8 = 324 + 32 = 356°F.
A. Temperatura: El activador molecular
El tiempo (medido estrictamente en segundos) determina la duración de la ventana de transferencia gaseosa. Los objetos densos y con alta inercia térmica (como la cerámica o el vidrio) requieren ventanas de tiempo extensas para permitir que el calor atraviese el cuerpo del sustrato. Los objetos delgados y textiles necesitan tiempos cortos para evitar la degradación de la fibra.
Tiempo insuficiente: La tinta no termina de migrar del papel al objeto. Al retirar el papel protector, verás que gran parte del diseño original se quedó adherido a la hoja, dejando una transferencia incompleta en el artículo.
Tiempo excesivo: El gas de la tinta permanece en estado de expansión por demasiado tiempo y comienza a sangrar hacia los lados, borrando la nitidez de los bordes del diseño y generando un efecto de desenfoque o nubosidad.
C. Presión: El anclaje uniforme
La presión es, con frecuencia, el pilar más ignorado por los principiantes porque la mayoría de las prensas manuales no cuentan con un manómetro digital. La presión garantiza que el papel impreso esté en contacto íntimo y absoluto con el objeto, impidiendo que el gas se escape por los laterales o cree sombras por el movimiento microscópico del papel debido al flujo de aire caliente.
Presión Baja: Provoca manchas tipográficas, zonas descoloridas (especialmente en los bordes inferiores de las tazas o las costuras de las remeras) y falta de contraste.
Presión Alta: Puede quebrar tazas de cerámica, deformar estructuralmente las gorras, dejar marcas o surcos térmicos imborrables en telas delicadas y aplastar la textura del material.
El método empírico de "La Prueba del Papel" para calibrar la presión:
Con la máquina apagada y fría, colocá una hoja de papel común de 80 gramos entre las platinas o dentro de la resistencia de tazas. Cerrá la prensa manualmente. Intentá tirar del papel con tu mano:
Si el papel se desliza con facilidad, la presión es Baja.
Si el papel ofrece una resistencia firme pero podés moverlo un poco sin romperlo, la presión es Media.
Si es absolutamente imposible retirar el papel sin romperlo por completo, la presión es Alta.
3. Análisis técnico profundo por nicho de producto
A. Tazas de cerámica y polímero: Gestión de la inercia térmica
Las tazas de cerámica presentan un desafío de ingeniería particular: su gran masa actúa como un disipador de calor. Cuando introducís una taza fría dentro de una resistencia de tazas que marca 180°C, verás que la temperatura reflejada en la pantalla digital cae drásticamente (a veces hasta los 140°C). Esto es un comportamiento normal.
Existen dos tipos de configuraciones en las máquinas modernas para lidiar con esto:
Temperatura Inicial e Idle (Espera): La máquina se mantiene a una temperatura baja de descanso (ej. 150°C) para no desgastar la resistencia. Al colocar la taza, la máquina sube a la temperatura de estampado (180°C) y recién ahí inicia la cuenta regresiva.
Configuración Directa: La máquina trabaja con un solo parámetro de temperatura. En este caso, debés contemplar que el tiempo total de horneado (180-200 segundos) debe empezar a contarse idealmente desde que la máquina logra recuperarse y volver a tocar los 180°C, o configurar un tiempo global extendido de 210 segundos para compensar la rampa de calentamiento.
Trucos de taller para tazas perfectas:
Precalentamiento de la base: Las tazas suelen fallar en los últimos 5 milímetros de la base, donde la cerámica es extremadamente gruesa y no llega a calentarse a tiempo, dejando un degradado descolorido. Solución: antes de colocar el papel de diseño, apoyá la base de la taza sobre la platina caliente de una estampadora plana durante 10 segundos para romper la inercia térmica de la zona inferior.
Corte del proceso por choque térmico: El gas de la tinta no deja de expandirse mágicamente cuando retirás la taza de la máquina; si la taza permanece muy caliente sobre tu mesa de trabajo, la tinta seguirá migrando lentamente, creando bordes borrosos. Para evitarlo, retirá el papel de inmediato con un movimiento firme y sumergí la taza de cerámica en un balde con agua tibia (nunca helada, o romperás el vidrio del esmalte por choque térmico). Esto frena la sublimación al instante, logrando una nitidez perfecta.
B. Textiles de poliéster: Eliminación de marcas de presión y humedad
El poliéster es el rey de la sublimación debido a su compatibilidad molecular. Sin embargo, las telas sufren dos grandes problemas en los talleres de producción: la humedad atrapada en los hilos y las marcas rectangulares que deja el borde metálico de la platina superior de la prensa.
El protocolo obligatorio de pre-planchado:
Las fibras textiles absorben la humedad del ambiente constantemente. Si estampás directamente sobre una remera húmeda, el agua se evaporará de golpe al recibir los 190°C de calor, creando burbujas de vapor microscópicas que desviarán el gas de la tinta. Esto se traduce en manchas blancas residuales o una transferencia punteada. Para prevenirlo, colocá la remera en la prensa y bajá la platina sin el diseño durante 3 a 5 segundos. Este proceso purga la humedad y elimina las arrugas del tejido de forma simultánea.
Cómo evitar el molesto "recuadro" de la prensa en la prenda:
Para que tus remeras tengan un acabado de boutique comercial y no luzcan marcas de presión, seguí estas directrices técnicas:
Bordes rasgados: No cortes el papel de sublimación con tijeras o guillotinas dejando bordes rectos y afilados. Rasgá los contornos del papel de forma manual con tus dedos. Al dejar bordes irregulares y deshilachados, la presión de la prensa se distribuye de manera orgánica, disimulando la transición en la tela.
Almohadillas de teflón o espuma de alta densidad: Colocá una almohadilla de espuma de poliuretano de alta densidad dentro de la remera, cortada a un tamaño ligeramente menor que el papel de diseño. Esto eleva la zona de impresión por encima de las costuras y los bordes rígidos de la máquina, concentrando la presión únicamente donde se encuentra la tinta.
C. Gorras: Estabilidad estructural y costuras
La sublimación de gorras requiere una prensa especializada con moldes curvos e inferiores basculantes. El frente de una gorra tradicional de tipo trucker está compuesto por una delgada capa de espuma viscoelástica acolchada acoplada a un tejido de poliéster.
El mayor obstáculo en este nicho es la costura central de unión. Esta elevación del hilo impide que la platina curva de metal haga un contacto plano con el papel, generando zonas de sombra de aire a los lados de la costura, donde las letras o logos se verán borrosos o sin definición.
Soluciones de producción para gorras:
Uso de cinta térmica de alta fijación: Ajustá el papel de diseño con la máxima tensión posible sobre la curvatura de la gorra utilizando cinta térmica de poliimida. No escatimes en cinta; el papel debe moldearse a la costura central como si fuera una segunda piel.
Inserción de insertos de silicona: Colocá una pequeña tira de goma de silicona blanda de 2 milímetros de espesor sobre el área de impresión antes de bajar la prensa. Esta goma absorberá la irregularidad de la costura, distribuyendo la presión mecánica de forma totalmente homogénea sobre la espuma de la gorra.
4. Guía de diagnóstico de errores comunes (Troubleshooting)
Cuando algo sale mal en tu línea de estampado, utilizá esta guía analítica rápida para corregir los parámetros de inmediato:
El diseño muestra colores apagados pero el papel quedó limpio: Esto es un síntoma inequívoco de exceso de calor o tiempo. La tinta se sobrecalentó tanto que los pigmentos se destruyeron químicamente dentro de la fibra del polímero. Solución: reducí el tiempo de exposición en 10 segundos o bajá la temperatura 5°C.
Aparecen manchas con forma de nubes azules o negras cerca del diseño (Ghosting): El papel de transferencia se movió lateralmente mientras la prensa se abría o se cerraba, o quedó aire atrapado entre el papel y el objeto. Solución: utilizá adhesivo de sublimación en aerosol reposicionable para fijar el papel por completo al textil, o abrí la prensa de forma lenta y suave para evitar que la succión del aire desplace la hoja.
El color negro luce marrón o verde oliva oxidado: La temperatura es demasiado alta o estás usando un papel de baja calidad que retiene la tinta en lugar de liberarla. Ajustá tus parámetros bajando el calor y verificá el uso del Perfil de Color ICC correcto en tu software de diseño (Photoshop, CorelDraw o Illustrator).
Aparecen pequeños puntos azules o rojos dispersos por la tela: Son micropartículas de pelusa de poliéster que se queman y activan su propio color natural al recibir calor directo, o polvo ambiental depositado en la tela antes de estampar. Solución: pasá un rodillo quita pelusa adhesivo sobre toda la superficie del textil antes de realizar el pre-planchado obligatorio.
5. El pilar invisible: Gestión de perfiles ICC y software
Ninguna combinación de tiempo y temperatura funcionará si no controlás la salida de color desde tu computadora. Las impresoras adaptadas para sublimación (como las series Epson EcoTank de inyección de tinta) están calibradas originalmente de fábrica para imprimir con tintas fotográficas convencionales sobre papeles porosos de celulosa. Las tintas de sublimación tienen una viscosidad, densidad y comportamiento cromático completamente diferentes.
Para que lo que ves en tu monitor coincida de forma exacta con el producto horneado final, debés instalar de forma obligatoria el Perfil de Color ICC provisto por el fabricante de tus tintas de sublimación. Este archivo de configuración le dicta al cabezal de impresión la cantidad exacta de picolitros de cian, magenta, amarillo y negro que debe inyectar en el papel para compensar la mutación cromática que sufrirá la tinta durante la fase de gasificación a 190°C.
Al imprimir, configurá siempre tu software de diseño para que sea el programa quien gestione el color (y no la impresora), seleccionando el modo de renderizado de "Relativo Colorimétrico" o "Perceptual". Con esta combinación técnica, sumada a la disciplina rigurosa de control de tiempos y temperaturas descrita en esta guía, tu taller alcanzará estándares de calidad industrial capaces de fidelizar a los clientes más exigentes del mercado.
Contáctanos
Estamos aquí para ayudarte a emprender.
Síguenos
© 2025. All rights reserved.